Както всички знаете, конекторите са съставени от пластмасови кутии и клеми.Какъв е процесът на изработване на пластмасови кутии, клеми и след това сглобяването им в съединители?Тази статия ще запознае с производствения процес на конектора.

1, щамповане
Производственият процес на електронни съединители обикновено започва с щамповане на щифтове.Електронните конектори (щифтове) се щамповат от тънки метални ленти чрез големи, високоскоростни преси.Единият край на голяма ролка метален колан се подава в предния край на машината за щанцоване, а другият край се навива в колелото на ролковия ремък през хидравличната маса на машината за щанцоване и колелото на ролковия ремък издърпва металния колан и разточва готовия продукт.
2, галванопластика
Щифтът на конектора трябва да бъде изпратен в секцията за галванопластика след щамповане.На този етап електронната контактна повърхност на конектора е покрита с различни метални покрития.
 3, инжекция
3, инжекция
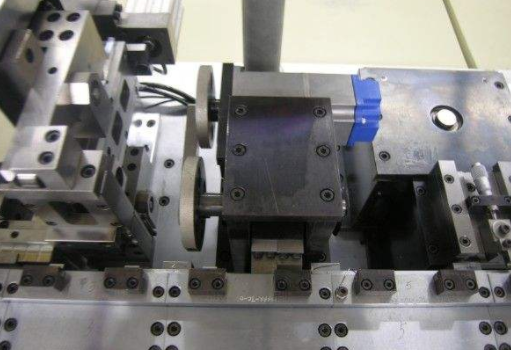
Пластмасовият държач на кутията за електронния конектор се изработва на етапа на леене под налягане.Обичайният процес включва инжектиране на разтопена пластмаса в метални мембрани, които след това бързо се охлаждат, за да се образуват.Така нареченото „изтичане“ възниква, когато разтопената пластмаса не запълва напълно мембраните.Това е типичен дефект, който трябва да бъде тестван по време на леене под налягане.Други дефекти включват запълване или частично запушване на крика (който трябва да се поддържа чист и отблокиран за правилното поставяне на щифта по време на окончателното сглобяване).Системата за машинно зрение, използвана за проверка на качеството след леене под налягане, е сравнително проста, тъй като подсветката може лесно да идентифицира течовете на седлото на кутията и щепселите.
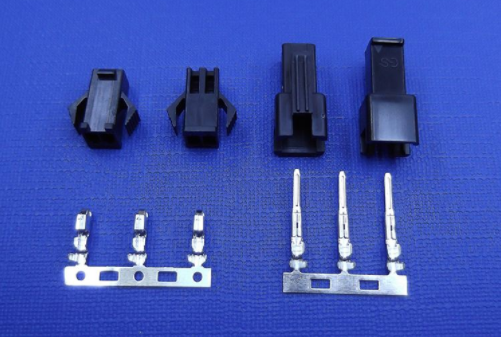
4, събранието
Последният етап от производството на електронни конектори е завършен монтаж.Има два начина за свързване и запушване на галванизираните щифтове към седалката на инжекционната кутия: единичен щепсел или комбиниран щепсел.Отделно поставяне се отнася за всяко поставяне на щифт;Комбинацията от множество щифтове едновременно със седалката на кутията.Независимо от метода на поставяне, производителят изисква всички щифтове да бъдат тествани на етапа на сглобяване за течове и правилно позициониране;Друг вид задача за рутинна проверка е свързана с измерването на разстоянието върху свързващата повърхност на съединителя.
 Горното е производственият процес на конектора, въпреки че има толкова много стотици хиляди модели конектори, но производството на конектора е приблизително такава стъпка.
Горното е производственият процес на конектора, въпреки че има толкова много стотици хиляди модели конектори, но производството на конектора е приблизително такава стъпка.
Време на публикуване: 12 февруари 2022 г